Chúng tôi là một nhà sản xuất công nghệ tiên tiến chuyên anodizing hợp kim nhôm, được biết đến với các sản phẩm chất lượng cao của chúng tôi. Với kinh nghiệm sâu rộng, chúng tôi đã biên soạn một danh sách 14 khiếm khuyết phổ biến trong anod hóa hợp kim nhôm.
Báo giá nhanh1. Màng mỏng trong vật liệu treo gây màu sáng, thậm chí không có màu
Nguyên nhân chính: Liên kết lỏng lẻo của vật liệu hoặc nới lỏng sau khi khắc kiềm, dẫn đến tiếp xúc kém giữa vật liệu và thanh dẫn.
Giải pháp: Siết chặt dây liên kết hơn nữa bằng kìm sau khi khắc kiềm.
2. Bỏng một phần màng oxy hóa dẫn đến đen
Nguyên nhân chính: Tiếp xúc kém giữa các bộ phận nhôm và thanh dẫn hoặc diện tích tiếp xúc không đủ, thanh onconductor màng không sạch hoặc ngắn mạch giữa cực dương và cực âm.
Giải pháp: Cải thiện tiếp xúc và loại bỏ tiếp xúc cực dương-cực âm.

3. Lớp màng tối
Nguyên nhân chính: Các vấn đề với thành phần hợp kim, gián đoạn dòng điện trong quá trình oxy hóa, nồng độ chất điện phân thấp, điện áp oxy hóa cao, tiền xử lý kém.
Giải pháp: Cải thiện chất lượng phôi nếu đó là vấn đề vật chất, hoặc tăng cường tiền xử lý nếu đó là vấn đề điều trị. Điều chỉnh hàm lượng chất điện phân, nồng độ axit sunfuric và giảm điện áp một cách thích hợp.

4. Dấu vân tay xuất hiện
Nguyên nhân chính: Chạm vào màng anod hóa bằng ngón tay trong quá trình hoạt động.
Giải pháp: Đeo găng tay sạch và tránh chạm vào ngón tay càng nhiều càng tốt.

5. Khả năng chống ăn mòn kém
Nguyên nhân chính: Nồng độ axit sunfuric cao, hàm lượng ion nhôm vượt quá 20g/L.
Giải pháp: Duy trì nồng độ axit sunfuric trong khoảng 150-200 g / L. Xem xét thay thế 1/2-3/4 ion nhôm chất lỏng tắm vượt quá 20 g / L.
6. Màu vàng
Định nghĩa: Các tạp chất trộn lẫn trong màng oxit làm cho màng chuyển sang màu vàng.
Hiện tượng: Tông màu thay đổi khi màng này được sử dụng để tạo màu điện phân.
Nguyên nhân: Sắt, silicon, v.v., trong chất điện phân hoặc vật liệu hợp kim trộn vào màng.
Biện pháp đối phó: Giảm nồng độ sắt, silicon, v.v., trong hợp kim và chất điện phân. Tối ưu hóa anodizingconditions.
7. Chồng chéo
Định nghĩa: Sự hình thành màng bất thường do vật liệu chồng chéo trong quá trình oxy hóa.
Hiện tượng: Có thể nhìn thấy dấu ấn của các cấu hình chồng chéo, đôi khi có thể thấy cầu vồng một phần (màu giao thoa).
Nguyên nhân: Có thể tiếp xúc bất thường do sự sắp xếp dày đặc của vật liệu nhôm trong quá trình điện phân.
Các biện pháp đối phó: Duy trì khoảng cách ràng buộc thích hợp, thắt chặt đồ đạc, loại bỏ đồ đạc bị biến dạng và không bị treo, cong hồ sơ.

8. Khí tích lũy (túi khí)
Định nghĩa: Khí được tạo ra trong quá trình điện phân hoặc không khí được sử dụng để khuấy vẫn còn trong các khoảng trống hoặc góc của vật liệu.
Hiện tượng: Màng rất mỏng hoặc không tồn tại ở các khoảng trống hoặc góc của vật liệu và nó không thể thu được màu đồng nhất trong quá trình tô màu điện phân.
Nguyên nhân: Góc treo hoặc hình dạng vật liệu không phù hợp ảnh hưởng đến việc giữ khí và không khí.
Các biện pháp đối phó: Sử dụng các góc treo và phương pháp nạp cho phép khí thoát ra dễ dàng.
9. Đốm đen
Định nghĩa: Các đốm đen hoặc trắng xuất hiện sau khi anod hóa do lượng mưa cục bộ của pha trung gian β.
Nguyên nhân: Vật liệu rốn trải qua quá trình làm mát và hâm nóng nhanh chóng, dẫn đến sự kết tủa của pha trung gian (Mg2Si).
Các biện pháp đối phó: Ngăn chặn hâm nóng bằng quạt làm mát và giảm độ dẫn nhiệt của vật liệu không tiếp xúc với vật liệu ép đùn.

10. Bột (màng bột)
Định nghĩa: Bột màu trắng hình thành trên bề mặt màng sau khi anodizing.
Hiện tượng: Sau khi anodizing, màng xuất hiện bột và mờ đục.
Nguyên nhân: Điện phân trong thời gian dài ở nhiệt độ cao, chất điện phân nồng độ cao hoặc ngâm lâu sau điện phân.
Các biện pháp đối phó: Giảm nồng độ và nhiệt độ chất điện phân, giảm hàm lượng ion nhôm và rút ngắn thời gian ngâm.
11. Ngắn mạch (ăn mòn điện, màng nóng chảy, tia lửa)
Định nghĩa: Vật liệu hòa tan một phần do tiếp xúc với điện cực trong quá trình điện khí hóa.
Hiện tượng: Vật liệu và điện cực ngắn mạch, và một phần của vật liệu hòa tan do dòng điện quá mức.
Nguyên nhân: Tiếp xúc vật liệu và điện cực, hoặc đoản mạch xảy ra thông qua các cấu hình rơi.
Các biện pháp đối phó: Cải thiện sự sắp xếp, ngăn chặn sự lắc lư của vật liệu, loại bỏ vật liệu rơi và điều chỉnh khoảng cách điện cực.
12. Điện phân kém (điện khí hóa kém)
Định nghĩa: Tiếp xúc dẫn điện kém trong quá trình anodizing, khác với giá trị hiện tại cài đặt, hầu như không có màng được tạo ra.
Hiện tượng: Đôi khi cầu vồng (màu giao thoa) có thể được nhìn thấy ở cả hai bên, và màu điện phân bình thường không thể được thực hiện.
Nguyên nhân: Gián đoạn điện phân do mất điện, mất điện, đồ đạc xuống cấp, ô nhiễm.
Các biện pháp đối phó: Tăng cường quản lý các khớp cố định, tăng diện tích tiếp xúc và xác nhận các giá trị hiện tại đã đặt.
13. Màu trắng sữa
Định nghĩa: Các tạp chất trộn lẫn trong màng anod hóa, làm cho cấu trúc màng khác nhau và xuất hiện màu trắng sữa.
Hiện tượng: Phim thiếu trong suốt và chuyển sang màu trắng.
Nguyên nhân: Xử lý điện phân ở nhiệt độ cao, thời gian rửa nước nóng ngắn, điều kiện đùn kém, dao động hàm lượng silic, sắt, mangan, v.v.
Các biện pháp đối phó: Bình thường hóa các điều kiện xử lý anodizing , bình thường hóa điều kiện rửa nước, xác nhận các giá trị dòng điện đã đặt và điều chỉnh các thành phần hợp kim.

14. Bỏng phim (bỏng)
Định nghĩa: Trong quá trình xử lý anodizing , mật độ dòng điện cục bộ quá cao, tạo thành hình dạng giống như vết bỏng.
Hiện tượng: Trong quá trình xử lý anodizing, nồng độ cục bộ của dòng điện làm tăng nhiệt độ, và độ dày màng tăng lên, trở nên trắng và bột.
Nguyên nhân: Diện tích tiếp xúc không đủ, khoảng cách quá gần giữa điện cực và vật liệu, v.v., dẫn đến mật độ dòng điện cao cục bộ.
Biện pháp đối phó: Đảm bảo diện tích điểm tiếp xúc thích hợp, cải thiện cấu hình điện cực, tăng lưu thông dịch tắm, đảm bảo tính đồng nhất, thiết lập mật độ dòng điện thích hợp và tối ưu hóa điều kiện quy trình, đặc biệt là xác định hàm lượng ion nhôm.
Báo giá nhanhSản phẩm anodized phổ biến
Nhôm anod hóa là một vật liệu thực sự linh hoạt có thể được sử dụng để tạo ra nhiều loại sản phẩm. Độ bền, khả năng chống ăn mòn và vẻ ngoài hấp dẫn của nó làm cho nó trở thành một lựa chọn phổ biến cho nhiều ứng dụng khác nhau.
Báo giá nhanh
vữa-dập nổi-cuộn dây
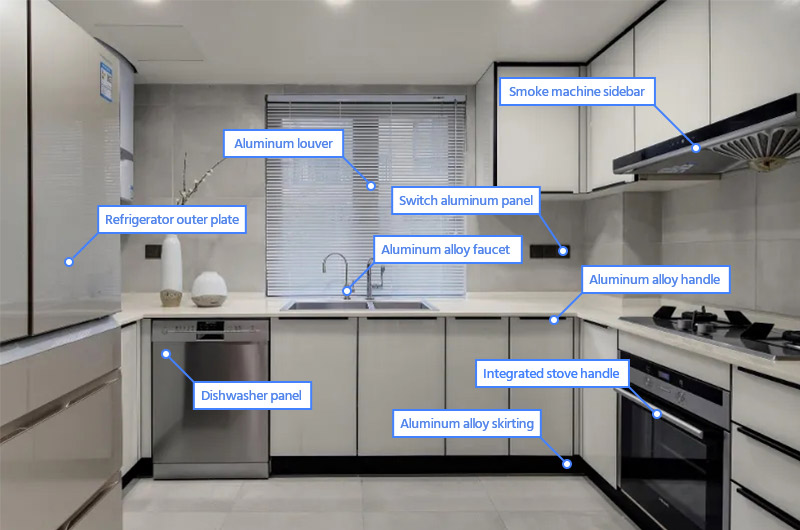
Nhôm trong bếp

nhôm-hồ sơ-cửa-cửa sổ

nhôm-ký-trống

8011-nắp

xốp-bọt-tấm-tấm
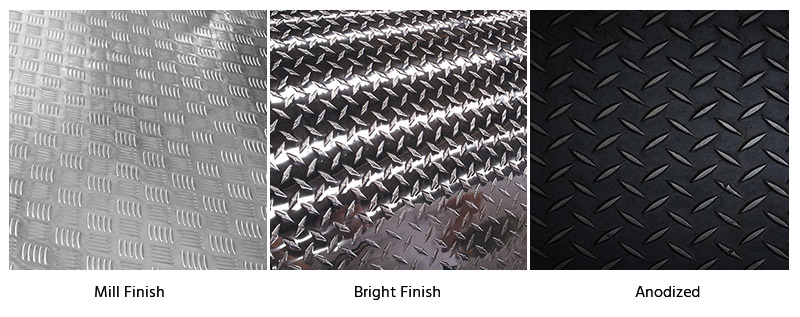
tấm ca rô rãnh

tấm sóng
nhôm-tổ ong-tấm

tấm kim cương
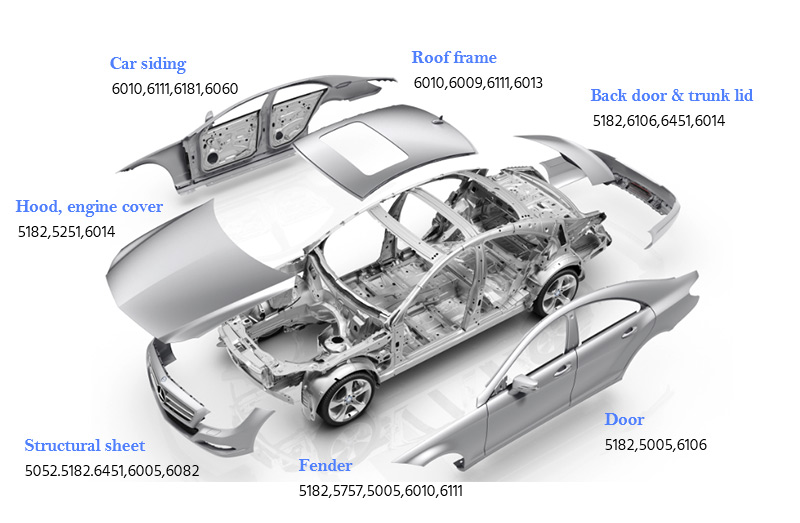
tự động thân-nhôm-bảng điều khiển

cột lều