Yüksek kaliteli ürünlerimizle tanınan, alüminyum alaşımlı eloksal konusunda uzmanlaşmış, teknolojik olarak gelişmiş bir üreticiyiz. Kapsamlı tecrübemizle, alüminyum alaşımlı eloksalda 14 yaygın kusurun bir listesini derledik.
Anında Teklif1. Asılı malzemedeki ince film, açık renklenmeye neden olur, hatta renklenmez
Ana Neden: Alkali aşındırma işleminden sonra malzemenin gevşek bağlanması veya gevşemesi, malzeme ile iletken çubuk arasında zayıf temasa yol açar.
Çözüm: Alkali aşındırma işleminden sonra bağlama telini pense ile daha da sıkın.
2. Oksidasyon filminin kısmi yanması kararmaya neden olur
Ana Neden: Alüminyum parçalar ve iletken çubuk arasında zayıf temas veya yetersiz temas alanı, kirli film iletken çubuk veya anot ile katot arasında kısa devre.
Çözüm: Teması iyileştirin ve anot-katot temasını ortadan kaldırın.

3. Koyu film tabakası
Ana Neden: Alaşım bileşimi ile ilgili sorunlar, oksidasyon sırasında akımın kesilmesi, düşük elektrolit konsantrasyonu, yüksek oksidasyon voltajı, zayıf ön işlem.
Çözüm: Önemli bir sorunsa külçe kalitesini iyileştirin veya bir tedavi sorunuysa ön arıtmayı güçlendirin. Elektrolit içeriğini, sülfürik asit konsantrasyonunu ayarlayın ve voltajı uygun şekilde azaltın.

4. Görünen parmak izleri
Ana Neden: Çalışma sırasında eloksallı filme parmaklarla dokunmak.
Çözüm: Temiz eldiven giyin ve mümkün olduğunca parmaklarınızla dokunmaktan kaçının.

5. Zayıf korozyon direnci
Ana Neden: Yüksek sülfürik asit konsantrasyonu, alüminyum iyon içeriği 20 g / L'yi aşıyor.
Çözüm: Sülfürik asit konsantrasyonunu 150-200 g/L arasında tutun. Alüminyum iyonu 20 g/L'yi aşarsa 1/2-3/4 banyo sıvısını değiştirmeyi düşünün.
6. Sararma
Tanım: Oksit filme karışan safsızlıklar filmin sararmasına neden olur.
Fenomen: Bu film elektrolitik renklendirme için kullanıldığında renk tonu değişir.
Nedenleri: Demir, silikon vb. elektrolit veya alaşımlı malzemede filme karışır.
Karşı önlemler: Alaşım ve elektrolitteki demir, silikon vb. konsantrasyonunu azaltın. Eloksal koşullarını optimize edin.
7. Örtüşen
Tanım: Oksidasyon sırasında üst üste binen malzeme nedeniyle anormal film oluşumu.
Fenomen: Üst üste binen profillerin izini görebilir, bazen kısmi gökkuşaklarını görebilir (girişim rengi).
Nedenleri: Elektroliz sırasında alüminyum malzemelerin yoğun şekilde düzenlenmesi nedeniyle olası anormal temas.
Karşı önlemler: Uygun bağlama aralığını koruyun, armatürleri sıkın, deforme olmuş armatürleri çıkarın ve deforme olmuş, bükülmüş profilleri asmayın.

8. Birikmiş gaz (hava cepleri)
Tanım: Elektroliz sırasında üretilen gaz veya karıştırma için kullanılan hava, malzemenin boşluklarında veya köşelerinde kalır.
Fenomen: Film, malzemenin boşluklarında veya köşelerinde çok incedir veya yoktur ve elektrolitik renklendirme sırasında tek tip renk elde edemez.
Nedenleri: Uygun olmayan asma açısı veya malzeme şekli gaz ve hava tutulmasını etkiler.
Karşı önlemler: Gazın kolayca kaçmasına izin veren asma açıları ve yükleme yöntemleri kullanın.
9. Siyah noktalar
Tanım: β' ara fazının yerel çökelmesi nedeniyle eloksallamadan sonra siyah veya beyaz lekeler ortaya çıkar.
Nedenleri: Göbek deliği malzemesi hızlı bir şekilde soğutulur ve yeniden ısıtılır, bu da ara fazın (Mg2Si) çökelmesine yol açar.
Karşı önlemler: Soğutma fanları ile yeniden ısıtmayı bastırın ve ekstrüde malzemelerle temas eden malzemelerin termal iletkenliğini azaltın.

10. Pudralama (toz film)
Tanım: Eloksal işleminden sonra filmin yüzeyinde beyaz toz oluşur.
Fenomen: Eloksallamadan sonra film tozlu ve opak görünür.
Nedenleri: Yüksek sıcaklıkta uzun süreli elektroliz, yüksek konsantrasyonlu elektrolit veya elektrolizden sonra uzun süreli daldırma.
Karşı önlemler: Elektrolit konsantrasyonunu ve sıcaklığını düşürün, alüminyum iyon içeriğini azaltın ve daldırma süresini kısaltın.
11. Kısa devre (elektrik korozyonu, erime filmi, kıvılcım)
Tanım: Elektrifikasyon sırasında elektrotla temas nedeniyle malzeme kısmen çözünür.
Fenomen: Malzeme ve elektrot kısa devre yapar ve malzemenin bir kısmı aşırı akım nedeniyle çözülür.
Nedenleri: Malzeme ve elektrot teması veya düşen profiller nedeniyle kısa devre meydana gelir.
Karşı önlemler: Düzenlemeyi iyileştirin, malzeme sallanmasını önleyin, düşen malzemeleri çıkarın ve elektrot aralığını ayarlayın.
12. Zayıf elektroliz (zayıf elektriklenme)
Tanım: Eloksal sırasında zayıf iletken temas, ayarlanan akım değerinden farklı, neredeyse hiç film oluşmaz.
Fenomen: Bazen her iki tarafta da gökkuşakları (girişim rengi) görülebilir ve normal elektrolitik renklendirme yapılamaz.
Nedenleri: Elektrik kesintisi, güç kaynağı arızası, bozulmuş, kirlenmiş armatürler nedeniyle elektrolizin kesilmesi.
Karşı önlemler: Fikstür bağlantılarının yönetimini güçlendirin, temas alanını artırın ve ayarlanan akım değerlerini onaylayın.
13. Süt beyazı
Tanım: Eloksallı filme karışan safsızlıklar, film yapısının farklılaşmasına ve süt beyazı görünmesine neden olur.
Fenomen: Film şeffaflıktan yoksundur ve beyaza döner.
Nedenleri: Yüksek sıcaklıkta elektrolitik işlem, kısa sıcak suyla yıkama süresi, kötü ekstrüzyon koşulları, silikon, demir, manganez vb. içeriğindeki dalgalanmalar.
Karşı önlemler: Eloksal işleme koşullarını normalleştirin, suyla yıkama koşullarını normalleştirin, ayarlanan akım değerlerini onaylayın ve alaşım bileşenlerini ayarlayın.

14. Film yanıkları (yanıklar)
Tanım: Eloksal tedavisi sırasında lokal akım yoğunluğu çok yüksektir ve yanık benzeri bir görünüm oluşturur.
Fenomen: Eloksal işlemi sırasında, akımın yerel konsantrasyonu sıcaklığı arttırır ve film kalınlığı artar, beyazlaşır ve toz haline gelir.
Nedenleri: Yetersiz temas alanı, elektrot ve malzeme arasında çok yakın yakınlık vb., yerel olarak yüksek akım yoğunluğuna yol açar.
Karşı önlemler: Uygun temas noktası alanı sağlayın, elektrot konfigürasyonunu iyileştirin, banyo sıvısı sirkülasyonunu artırın, homojenliği sağlayın, uygun akım yoğunluğunu ayarlayın ve özellikle alüminyum iyonlarının içeriğini belirleyerek proses koşullarını optimize edin.
Anında TeklifPopüler eloksallı ürünler
Eloksallı alüminyum, çok çeşitli ürünler oluşturmak için kullanılabilen gerçekten çok yönlü bir malzemedir. Dayanıklılığı, korozyon direnci ve çekici görünümü, onu birçok farklı uygulama için popüler bir seçim haline getirir.
Anında Teklif
sıva kabartmalı bobin
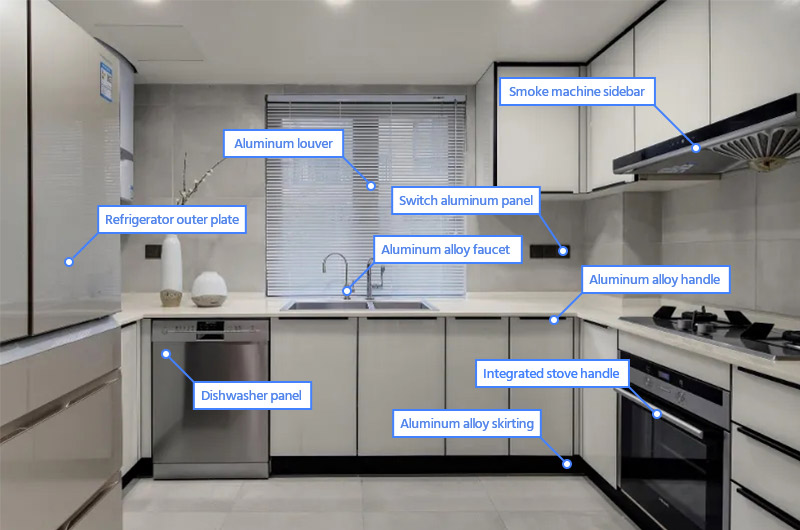
Mutfakta alüminyum

alüminyum profil-kapı-pencere

alüminyum-işaret-boş

8011-kapak

gözenekli-köpük-levha-levha
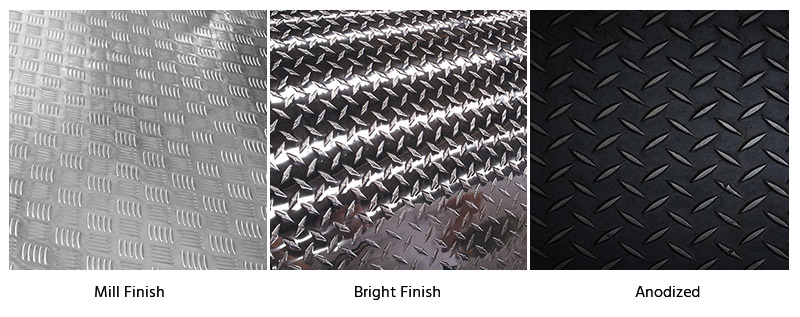
sırt damalı plaka

oluklu levha
alüminyum-petek-plaka

elmas plaka
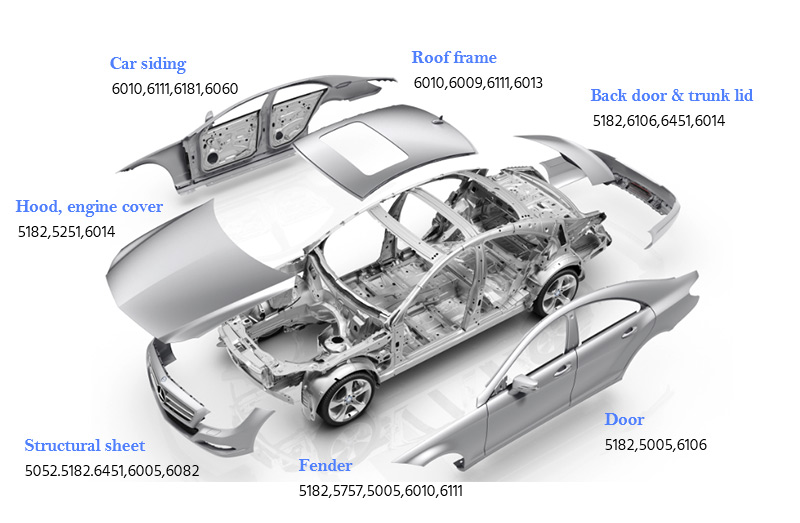
otomatik gövde-alüminyum-panel

çadır direği